BEST OF THE BEST: SUPER PULSED CO2 LASER SYSTEMS
If you’ve worked with or read about our laser systems, you know one of their major selling points is the flexibility they offer for processing a wide variety of materials effectively. A key element of this flexibility is the ability of all Kern CO2 laser systems to operate in a super pulsed mode, during which the laser peak power will greatly exceed its rated average output wattage.
In super pulsed mode, the gain medium of the laser is driven harder so the laser will operate in a condition where very high power pulses above its maximum rated output power are used to process material. This mode of operation has a variety of benefits, from better piercing capability, to improved rise and fall times, to better cut-edge quality and reduced heat-affected zone (HAZ).
 In order to be considered super pulsed, a laser has to be able to operate with a peak power at least double its rated power. For example, the rated output power of our KT500 laser is 500 watts, during super pulsed operation, it can output over 1200 watts. All of our lasers have a super pulsed mode in which they will operate with a peak power of two to four times their rated power.
In order to be considered super pulsed, a laser has to be able to operate with a peak power at least double its rated power. For example, the rated output power of our KT500 laser is 500 watts, during super pulsed operation, it can output over 1200 watts. All of our lasers have a super pulsed mode in which they will operate with a peak power of two to four times their rated power.
Super pulsed operation is only possible with a pulsed laser. The primary alternative to pulsed lasers is continuous wave (CW) lasers. DC glass tube lasers are commonly CW lasers. Their average power is their peak power. CW lasers generate a continuous beam, while a pulsed laser emits individual high peak power pulses of light at a pulse repetition frequency rate also known as “rep-rate”. There are some applications where a CW laser can produce desired edge qualities to materials, but overall pulsed lasers offer greater flexibility for a wider variety of applications, and our lasers with super pulsed capability can effectively imitate even the characteristics of CW lasers quite well.
Glass tube CW lasers have slower rise and fall times than pulsed lasers, and as a result, they tend to give a smeared effect to engravings. The flexible output of a super-pulsed CO2 laser will be able to achieve more detailed, vivid engravings as can be seen in our popular 3D wood engravings.
In laser operation, the ideal rise and fall time would create a perfectly rectangular, or “top hat”-shaped pulse. But this kind of pulse is not possible in the real world. Every laser will have a slightly trapezoidal pulse shape, meaning it has a rise time where the laser is ramping up to peak power and a fall time where it is ramping down from its peak power.
Rise and fall time is essentially “bad energy” in most applications While the laser pulse is rising or falling, you are not piercing, cutting, or carving the material effectively, but you are still heating and potentially burning the material. This can result in overburn and unwanted discoloration of the edges of the material. This is why you need to look for pulsed lasers with good rise and fall times, as close to that ideal “top hat” shape as you can get. Super pulsed lasers provide faster rise and fall times which will provide a pulse closer to that ideal “top hat” shaped pulse.
Super pulsed operation can also reduce the heat-affected zone on the material during laser cutting. The increased power output of the super pulsed mode helps avoid over-burning because the material at the edge being cut is vaporized more quickly and effectively by the higher-powered laser pulses. This high-speed material elimination process inhibits heat conductivity through the material: The most heated part of the material evaporates faster, which means it doesn’t have as much time to transfer heat to the remaining material.

One benefit of CW lasers is the highly polished quality they can give to the cut edges of certain materials, like acrylic. For some users, this might seem worth the tradeoff in versatility you get when choosing a CW laser over a pulsed laser. But our lasers are capable of achieving comparable edge quality to CW lasers by increasing the frequency of the laser pulse, which means our users can have it both ways with a single laser source
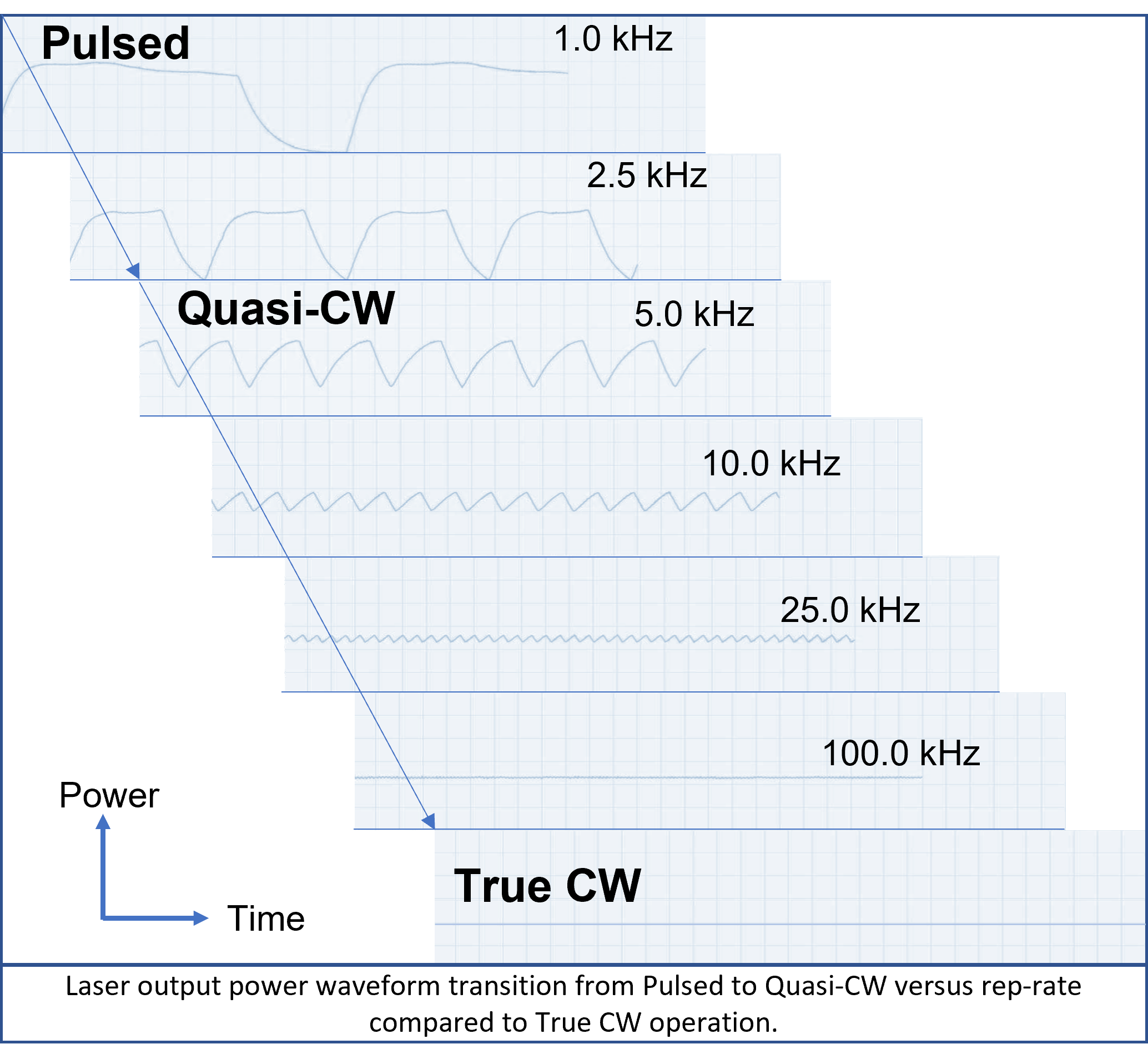
With a super pulsed CO2 laser, you can achieve a similar effect to that of a glass tube continuous wave laser by setting the laser to operate in a quasi-CW mode. The frequency can be raised to a fast enough rate that the waveform of the laser’s operation becomes almost continuous, due to merging and overlapping pulses. Setting the super pulsed laser for quasi-CW operation allows it to mimic the polished edge quality desired for some CW applications. Anything above 5,000 Hz laser pulses can start to merge together and is where the quasi-CW range typically begins depending on the laser model. At 10,000 Hz the pulses are well merged and this is a good quasi-CW setting for cutting acrylic especially if you are looking for a flame-polished edge, for example.
Ultimately, the key to which type of laser is best for your purpose is the ability to test your material on different machines to see which gives the best results. We are happy to test customers’ materials and advise them on the laser that will best meet their needs. Nine times out of 10, we are able to achieve superior cuts into materials our customers and potential customers send us for testing. One of the key factors in our machines’ superior performance is their ability to control and change the frequency of the laser’s pulse.


