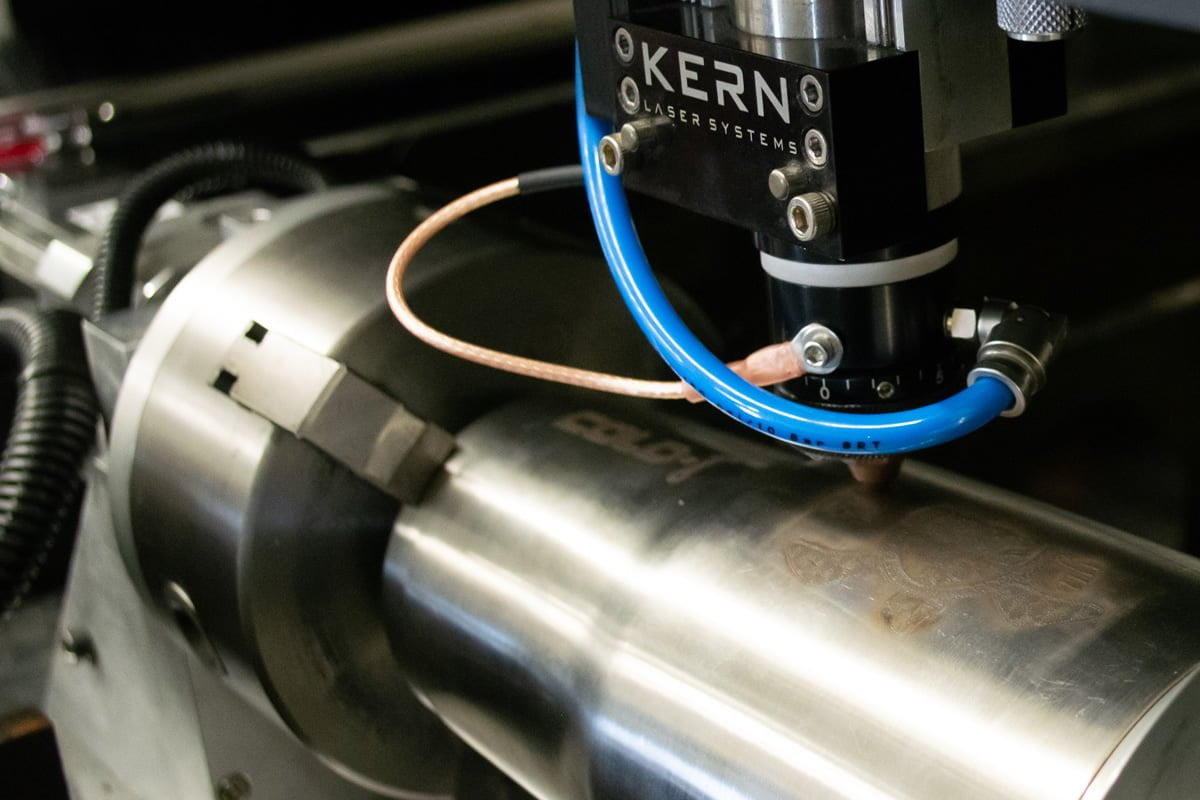
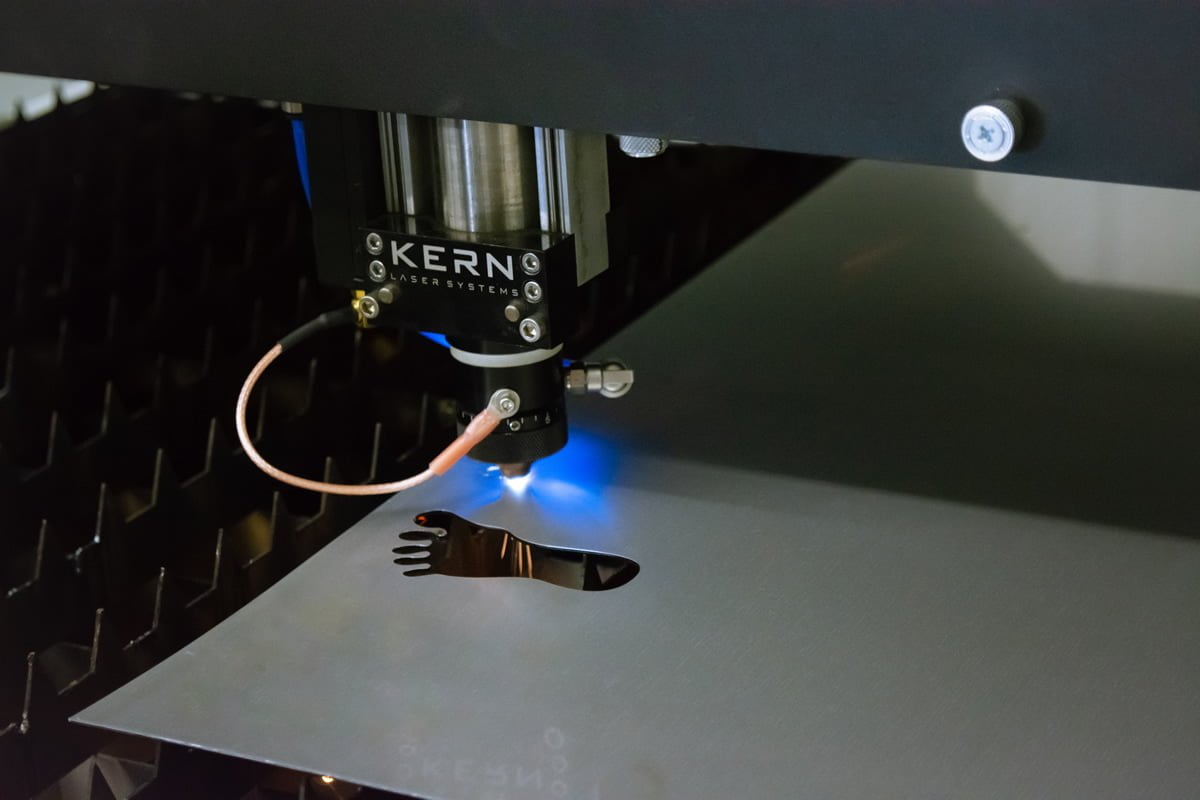
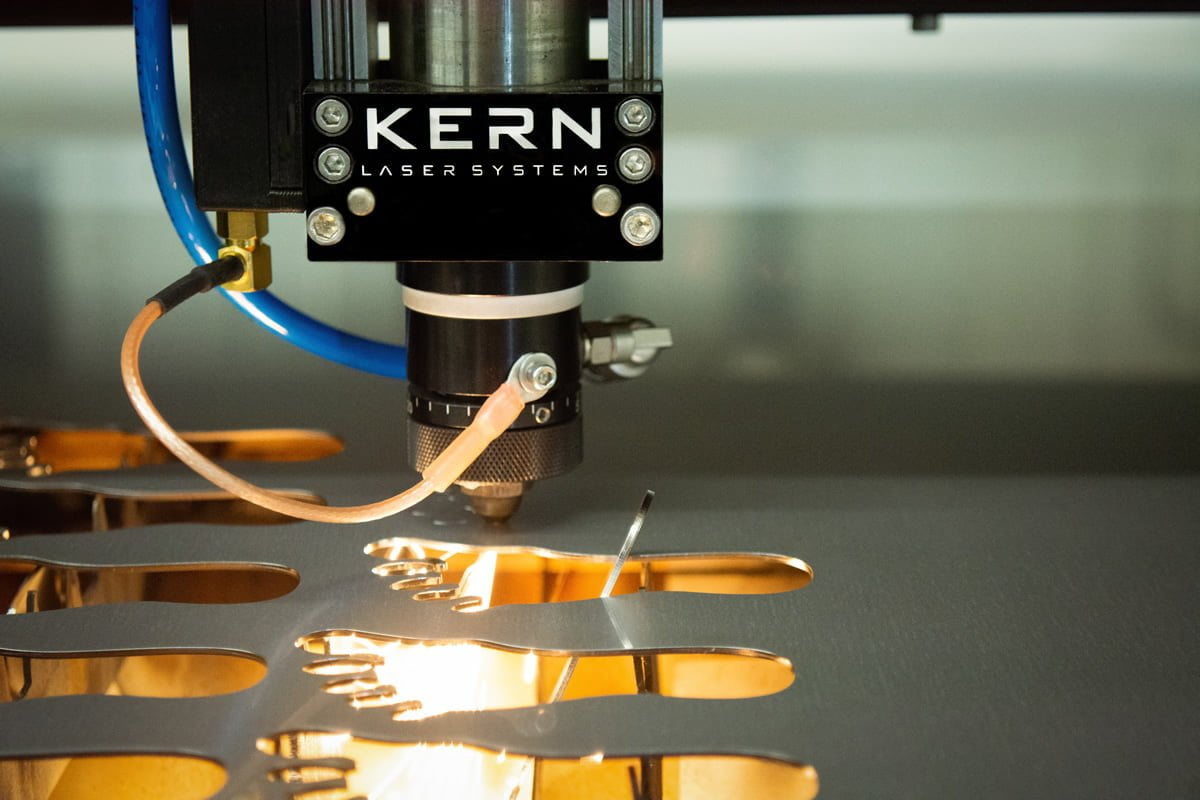
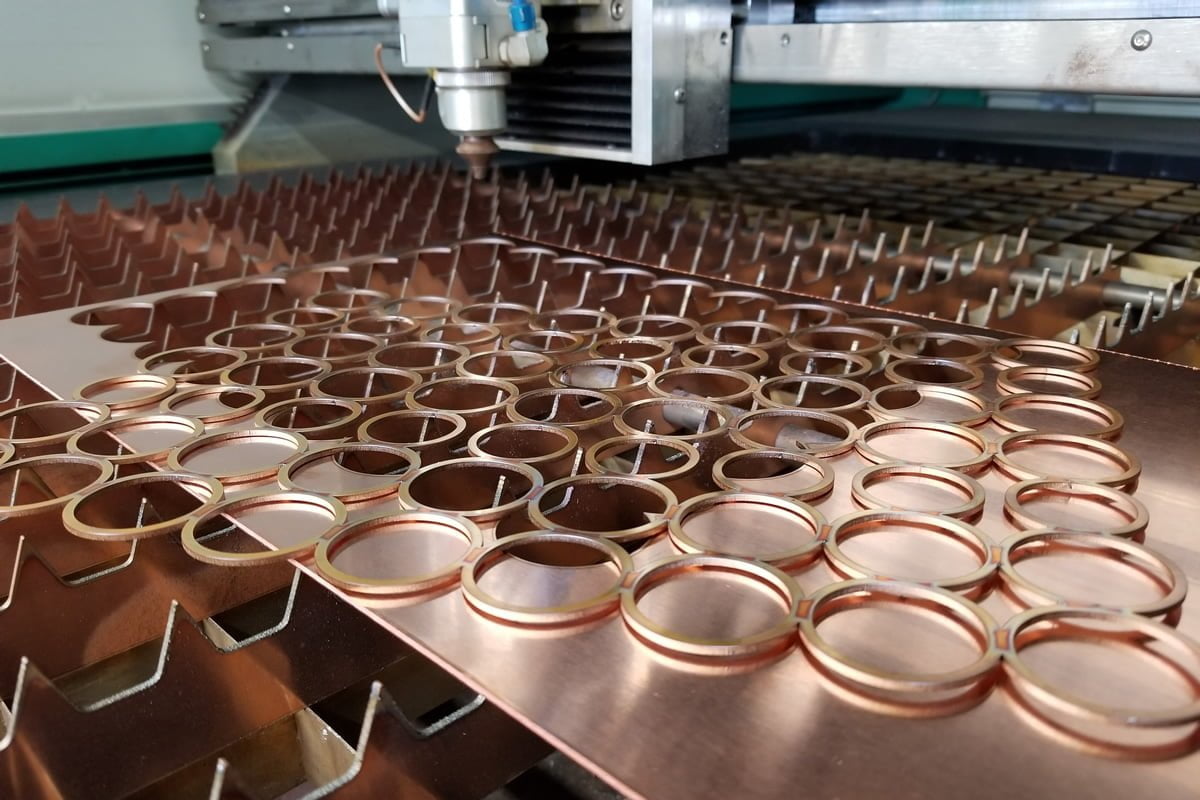
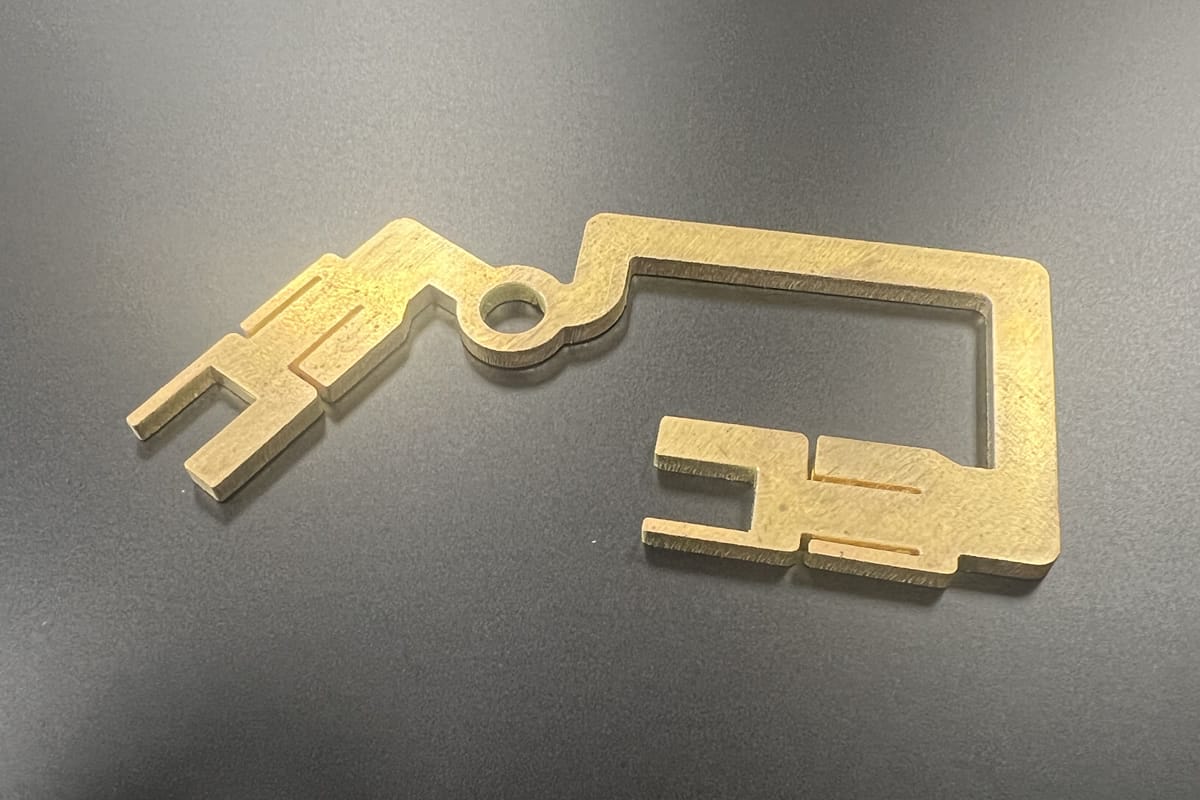
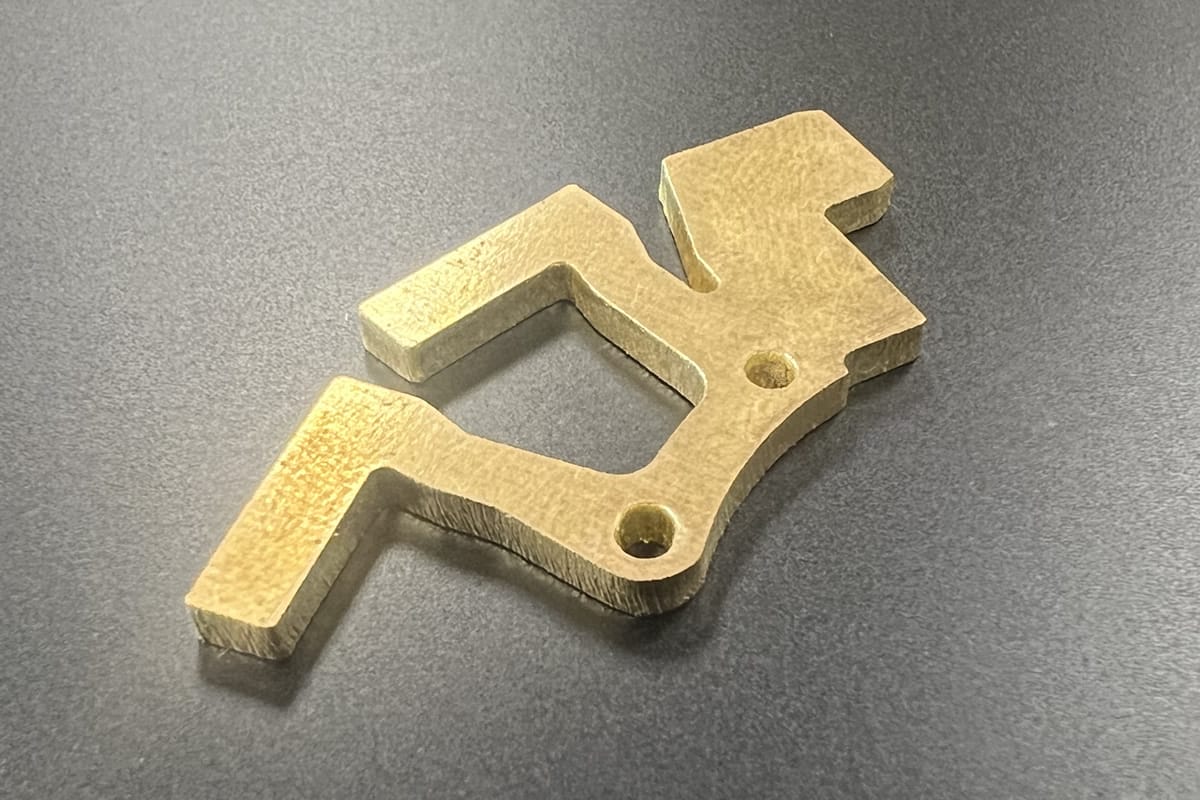
Kern’s laser systems can be equipped with innovative metal cutting technology. The metal cutting option allows for accurate cutting of sheet metal such as stainless steel, mild steel, aluminum, copper and brass.
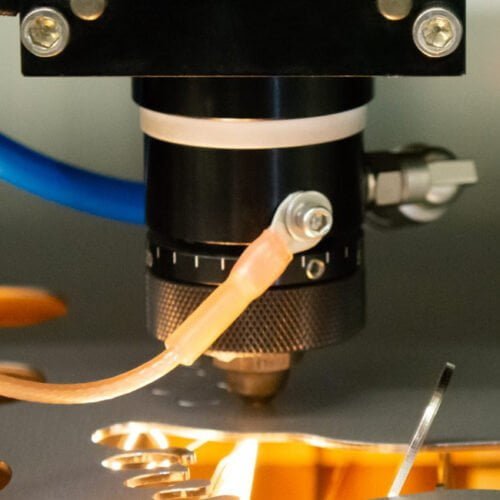
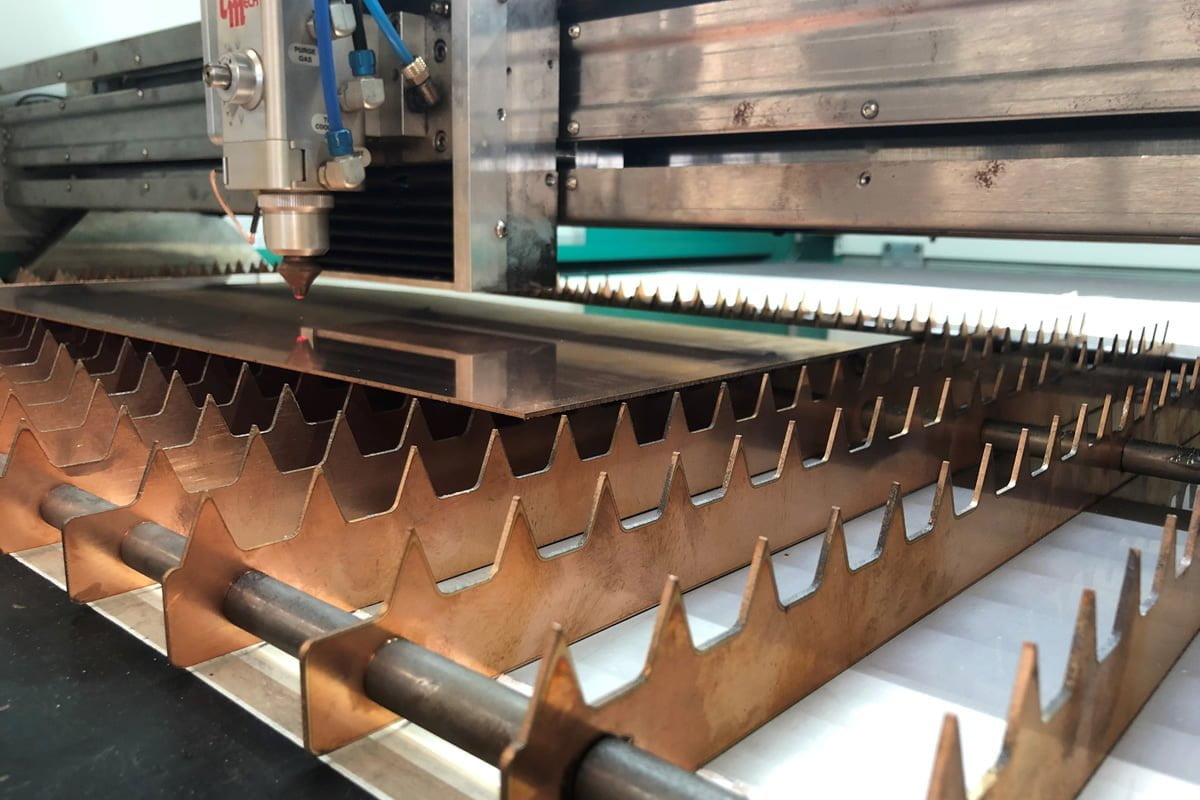
 An Automatic Focusing Height Follower, developed by Kern Laser Systems, is one of the key elements for optimal metal cutting. A cutting nozzle is controlled by a capacitance sensor and z-axis motor. The gap between the metal being cut and the cutting nozzle is adjusted until the desired beam focus is obtained. During the cutting process, the height follower tracks the metal surface and adjust the nozzle position maintaining a constant focus point.
An Automatic Focusing Height Follower, developed by Kern Laser Systems, is one of the key elements for optimal metal cutting. A cutting nozzle is controlled by a capacitance sensor and z-axis motor. The gap between the metal being cut and the cutting nozzle is adjusted until the desired beam focus is obtained. During the cutting process, the height follower tracks the metal surface and adjust the nozzle position maintaining a constant focus point.
A protective cover lens is installed within the lens assembly. These lenses are a low cost, sacrificial optic which help to protect the focusing lenses from reflected laser energy, dust and debris. These cover lenses are referred to as a K-Lens on our CO2 machines and F-Lens on our fiber systems.
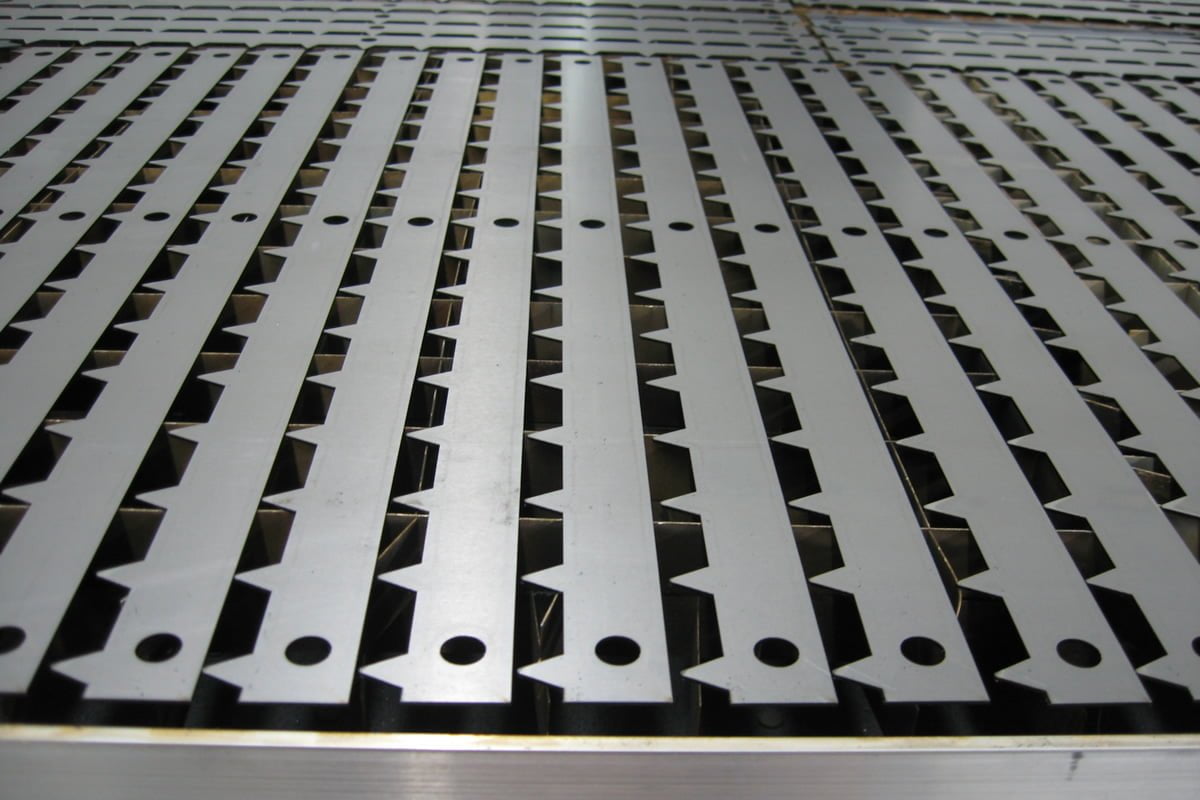
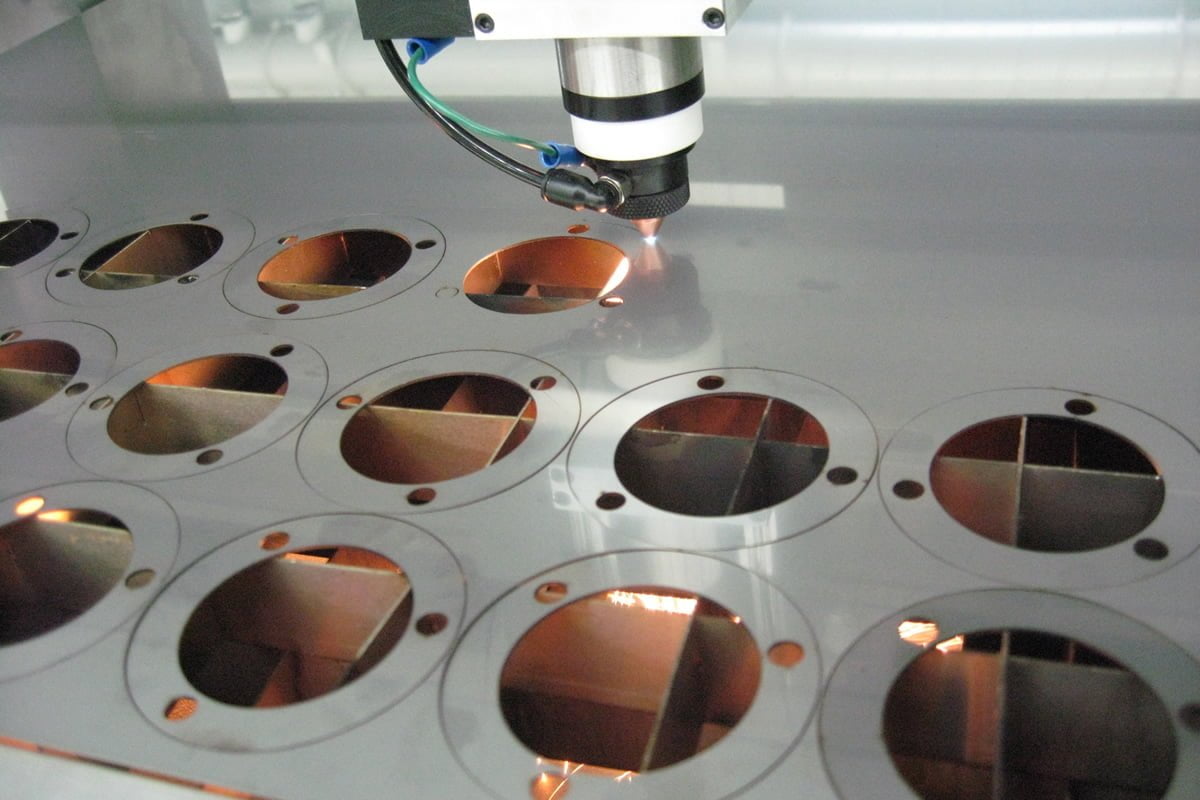
The metal cutting table is constructed of durable steel grid work which minimizes the surface contact with the bottom of the sheet metal. A CAD cut file for the individual slats is saved on the computer system allowing for operators to cut replacement slats when needed.
Both fiber and CO2 lasers can effectively cut metal. To learn more about their differences, please review this blog post: What is the difference between CO2 and fiber lasers?