
We are updating the wattage of our mid-range lasers, replacing the KT250 and KT400 models, which are rated at 250 and 400 watts respectively, with the new 300-watt KT300 and 500-watt KT500.
About the Model Upgrade
The KT250 and KT400 model lasers were introduced in 2016, and since that time the teams at Kern Laser Systems and Kern Technologies have continued to advance our lasers’ capabilities. One recent upgrade to the radio frequency (RF) power supply we use allowed us to increase our lasers’ power efficiency. This upgrade, coupled with improvements in the build and assembly of the lasers, resulted in laser output yields well above the existing rated power of the lasers, which in turn prompted the creation of the new, superseding KT300 and KT500 models with their higher warranted output power. The KT300 and KT500 will take the place of the KT250 and KT400 models within the Kern product portfolio.
The KT300 is a 300-watt sealed 10.6 µm CO2 laser, and the KT500 is a 500-watt sealed 10.6µm CO2 laser. The updated naming of the products represents the lasers’ performance, but the change goes deeper than the updated naming and standard power ratings. The new models also boast a typical output 30 percent above rated power, a 10–20% increase in peak power over their predecessor models, near-perfect mode quality, and 30-microsecond rise and 50-microsecond fall times, improved from 60 microseconds.
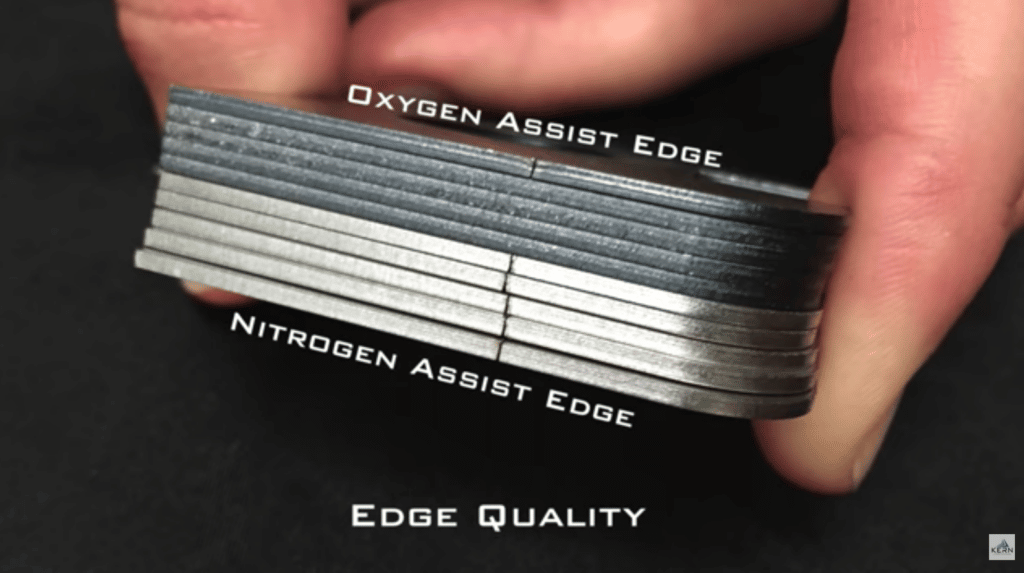
What do these upgrades mean for the user? They mean faster processing and better edge quality in existing applications, as well as opening the door to a variety of new applications, including the ability to cut through thicker material.
The KT500 is capable of cutting through .1875 inches of mild steel, .075 inches of stainless steel, .048 inches of aluminum, and .040 inches of brass, while the 300-watt KT300 is capable of cutting through .125 inches of mild steel, .040 inches of stainless steel, .032 inches of aluminum, and .016 inches of brass.

Although many changes have been made to improve the new laser’s performance over their predecessors, the footprints of the old models have been replicated in the new models. This will make adoption of the KT300 and KT500 by existing users of the KT250 and KT400 easy, as the new lasers can be drop-in replacements in existing Kern CO2 laser systems.
Kern’s Industry Experience and Expertise
Per UK-based laser cutting company Laser24, the history of continuously operable laser cutting systems for production only stretches back to about the 1960s, which is when lasers began their transition from the domain of scientists to that of industry. The first production laser cutter was introduced in 1965 by Western Electric, but around the same time, gas-assisted laser cutting was still only subject to experiments, according to an article by Lasered, another laser cutting company. Founded by Gerald Kern in 1982, Kern Laser Systems has been around for more than two-thirds of this history.
We started out first making motion systems for existing engraving machines and soon after began producing the products we are known for now: complete, self-contained laser cutting and engraving systems, incorporating the motion system with a sealed CO2 laser.
Forty years later, Kern remains family owned and operated and based in Minnesota, now run by two generations of the Kern family. Our laser systems are made in the USA to uncompromising quality standards.
Born out of an innovative spirit in the very early days of commercial laser cutting and engraving, all of us at Kern continue to innovate, constantly working to fine-tune and improve our existing laser systems and invent new and better ones. A team of highly skilled technicians handles our research and development from a dedicated facility.
In addition to our excellent research and development, we also pride ourselves on customer service that is second to none in our industry. Each Kern laser system comes with a 2–3 year warranty and includes a two-day training course at Kern’s factory as part of the sale.
Rich Domikis, Managing Partner of Cabin Digital, and a recent Kern customer, described his first impression of Kern and its facilities during the two-day training course for his company’s new Kern laser as follows: “Holy cow! The Kern folks have a great design, factory, and their acts together, not to mention the folks are super nice!”
Domikis and Cabin Digital had made the decision to purchase a Kern laser system after a negative experience with a system made by an overseas manufacturer.
Kern has continuously evolved during our 40 years in the laser business, creating better and more powerful laser systems capable of doing more and doing it more precisely: The first laser system we produced was 150 watts, and in July of this year, we introduced a 650-watt laser, the most powerful model in our current product portfolio. In addition to these and the KT300 and KT500, we also offer laser models rated at 100 and 200 watts.

 Vacuum blowers are included as a standard feature across the entire Kern laser system lineup. A blower consists of a metal propeller and electric motor which moves large volumes of air out of the equipment. Typically, machines are equipped with two blowers, one for the top vacuum and one for the bottom vacuum. In some cases, such as a small format machine or the
Vacuum blowers are included as a standard feature across the entire Kern laser system lineup. A blower consists of a metal propeller and electric motor which moves large volumes of air out of the equipment. Typically, machines are equipped with two blowers, one for the top vacuum and one for the bottom vacuum. In some cases, such as a small format machine or the 


 To put it simply, if you are cutting metal with your laser system, make sure you invest in a spark arrestor. It is a small investment in what could otherwise be an expensive repair or replacement.
To put it simply, if you are cutting metal with your laser system, make sure you invest in a spark arrestor. It is a small investment in what could otherwise be an expensive repair or replacement.





 Based in Glendale, AZ, Clear Image, Inc. has been manufacturing lucite embedments for over 30 years. As one of only a few embedments producing manufacturers in the world, Clear Image, Inc. offers in-house casting, printing, silk screening, lasering, fabrication, design, artwork, and now, USA Splash Guard a new line of business dedicated to the COVID-19 crisis.
Based in Glendale, AZ, Clear Image, Inc. has been manufacturing lucite embedments for over 30 years. As one of only a few embedments producing manufacturers in the world, Clear Image, Inc. offers in-house casting, printing, silk screening, lasering, fabrication, design, artwork, and now, USA Splash Guard a new line of business dedicated to the COVID-19 crisis.



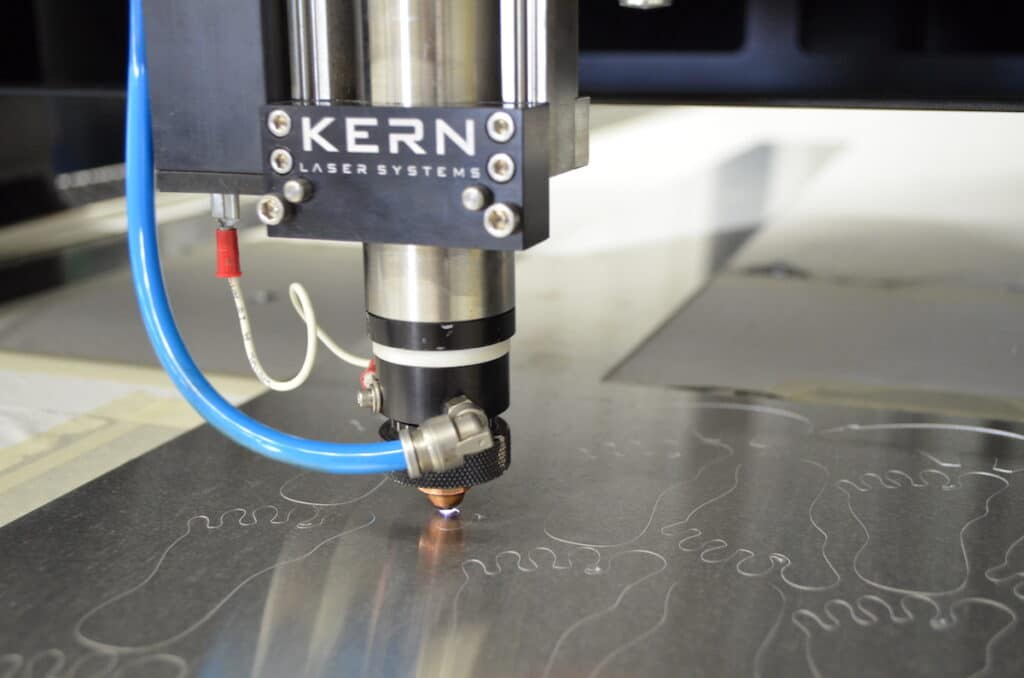
 Splatter refers to small particles of metal that are released when laser cutting metal. Most of these small particles fall through the cut kerf and into the table chamber. However, small amounts of splatter can still find their way into the beam path. Eliminating splatter is not possible, but the following tips will help to reduce the amount of splatter or eliminate its ability to enter the beam path.
Splatter refers to small particles of metal that are released when laser cutting metal. Most of these small particles fall through the cut kerf and into the table chamber. However, small amounts of splatter can still find their way into the beam path. Eliminating splatter is not possible, but the following tips will help to reduce the amount of splatter or eliminate its ability to enter the beam path. A variety of nozzles are available for Kern’s laser systems. The standard nozzle on our CO2 metal cutting assemblies have a 1.5mm diameter opening. If you find yourself replacing your optics more frequent that you like, try switching to a 1mm nozzle. The beam alignment through this smaller nozzle becomes more critical and will need to be re-calibrated. However, the smaller opening drastically reduces that amount of splatter reaching the optic.
A variety of nozzles are available for Kern’s laser systems. The standard nozzle on our CO2 metal cutting assemblies have a 1.5mm diameter opening. If you find yourself replacing your optics more frequent that you like, try switching to a 1mm nozzle. The beam alignment through this smaller nozzle becomes more critical and will need to be re-calibrated. However, the smaller opening drastically reduces that amount of splatter reaching the optic.